Features and Applications
Cobalt base tubular wire for gas-shielded metal arc hardfacing.
Exceptional resistance in corrosive media at high temperatures.
Ideal for hardfacing parts undergoing the single or combined effects of heavy metal-to-metal wear or abrasion, temperatures ranging from RT to 800°C and corrosive environments.
Precision layer wound for superior wire feeding characteristics.
Typically used on steam valves, wire guides, rubber and plastic mixers, extrusion screws, conveyors etc.
Test Certificates can be found online @wilkinsonstar247.com
| Standards |
EN ISO 14700 - T Co3
|
AWS A5.21 - ERCCoCr-C
|
| Chemical Composition % (Typical) |
| C% |
Mn% |
Si% |
Cr% |
W% |
Fe% |
Co% |
| 2.30 |
1.00 |
1.00 |
29.0 |
12.0 |
4.00 |
Bal. |
|
Structure is chromium and tungsten carbides in an austenitic type matrix
|
| Hardness (HRC) |
Current Type
|
Hardness - Third Layer |
| DC+ / Pulsed |
53
|
Mechanical properties are approximate and may vary based on the heat, welding parameters and other factors.
| High Temperature Hardness |
| 20ºC |
200ºC |
400ºC |
600ºC |
800ºC |
| 560 Hb |
540 Hb |
480 Hb |
400 Hb |
220 Hb |
| High deposition rates and low dilution are facilitated by pulsed current. High heat inputs favour lower hardness. |
| Wear Type Suitability |
|
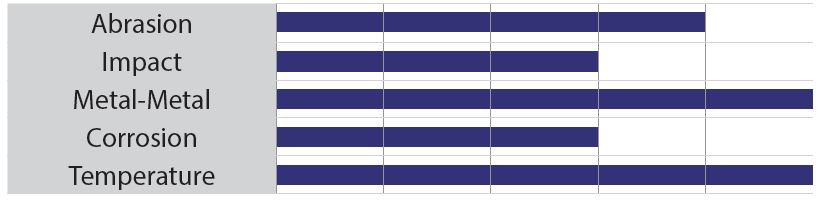
|
| Welding Parameters |
| Ømm |
Current (A) |
Voltage (V) |
1.20 mm
|
100-250 |
16-29 |
| 1.60 mm |
140-350 |
16-30 |
Shielding Gases
EN ISO 14175 - I1 (Argon)
Welding Positions
EN ISO 6947 -PA, PB, PC, PD, PE, PF, PG
| Packaging Data |
Diameter
|
Weight
|
Spool |
Pallet Qty
|
|
1.20 mm
1.60 mm
|
15 Kg
15 Kg
|
BS300
BS300
|
72
72
|
Liability: Whilst all reasonable efforts have been made to ensure the accuracy of the information contained, this information is subject to change without notice and can be only considered as suitable for general guidance.




































